1 ����
��״��
�ӹ��������л����и��ƽ̨1�ף���Ȼ��������������ζŨ�������乤�˹���������ɺܴ�Ӱ�졣�������ڻ���Ҫ�����ߣ�����ؽ��������
1.1.3 ��Ŀ��Ҫ��
Ϊ�˱�����λ���˵����彡�����Ƹ�λ�����������Լ������ҵ����ﵽ����Ҫ����ˣ�ؽ���������������ֶζԳ�����Ⱦ����������
1.2 �������
1.2.1 �ҹ�˾�˽���йؼӹ�����ij������ϡ�
1.2.2 ���ӹ��ұ�
��������Ⱦ���ۺ��ŷű��� GB13223��2011
����ҵ��ҵ����������ƹ淶�� GBJ78-85
���ֽṹ��ƹ淶�� GBJ17-88
����ʽ��������װҪ�����չ淶�� JB/T8471-96
����ʽ�����������ϼ��˴����������� GB12625
����ʽ���������ܲ��Է����� GB12138
������̼�ؽṹ�ֺź�һ�㼼��������GB699-88
�����ӽ�ͷ�Ļ�����ʽ��ߴ硷GB986-88
2 ���������Ʒ���
2.1 ����˼·
��������ϵͳ�������֣�A����ǽ�Ļ����и��������������������װ�ڶ�������ࡣB�������6̨����Ų�������䣺��6̨��������������Ҽ���̴ѡ�
�������£�
�����и������һ̨��������������ʽ��������ƶ�С���������ڿ����и������һ���ƶ��������ڿɽ�������㸽����
B 6̨����������һ̨����������������װ�ڱ����䡣�����ֳ��ռ���������ܵ�������������������
2.2.5��Ʒ��������
2.2.6��ƿ��ƹ���������ߡ�
2.2.8 �Գ����ܵ�����ͷ���к������á�
2.3 ���ԭ�ﵽĿ��
2.3.1�������졢���������á���Ч��
2.3.2�豸�ɿ����ײ�������ά�ޣ�
2.3.3������������ۣ�����������пռ���������
2.3.4�и�������������̴ѡ�
2.3.6����ϵͳ�Է۳��IJ��ʲ�����95%������������Ч�ʴﵽ99.99%���۳��ŷ�Ũ�ȴﵽ���һ�������λ�۳�Ũ�ȡ�6mg/m3���ŷ�Ũ�ȡ�10mg/m3��
3 ����ϵͳ���
�����и������ϵͳ�������10000m3/h���������������200�O�����˷��٣�0.9m/min����ѡ�������10000-12000m3/h���ͺ�4-72.5A�������380V 11KW��������ƹܵ�������ۡ��ƶ�С����
6̨����ÿ̨ȡ1500����������ϵͳ�������7200m3/h���������������160�O�����˷��٣�0.9m/min����ѡ�������7000-10000m3/h���ͺ�4-72 5A�������380V 7.5KW��������ƹܵ��������֡����ܡ�������ƿ���ϵͳ���������ߡ�
3.1 ������
3.1.1 ������ѡ��
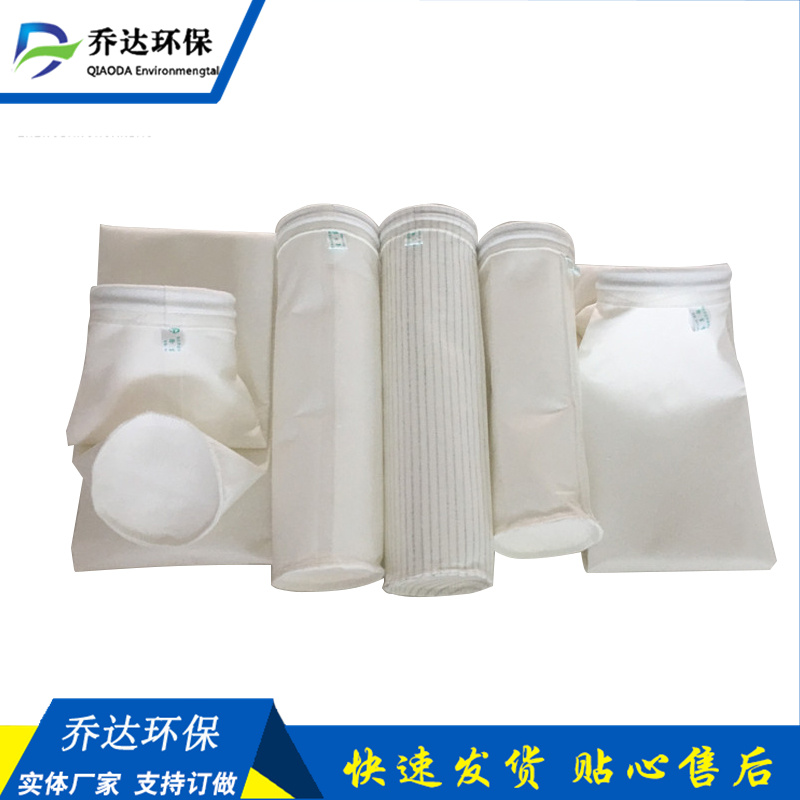
ѡ�����岼����������
MCD-�������岼�������������ܽ������ͬ���Ʒ�ŵ�Ļ����ϣ�Ӧ�ù����Ƚ����������ҹ�˾���п�����Ƶ�����Ч�����豸�����ۺ��˷����������紵������ʽ���������ŵ㣬�����Ƚ���������Ҽ����������豸�����ʣ��ӳ����˴���ʹ����������������˴�ʽ��������Ӧ�÷�Χ��
����ԭ����
��ϵ�г����������塢�Ҷ�������װ�á�֧�ܺ����ϵͳ�Ȳ�����ɡ�����������ӽ���ڽ������������������������м��б���壬������ת������Ҷ���ͬʱ�����ٶȼ��������ڹ������ã�ʹ�����дֿ����۳�ֱ������Ҷ����Ӷ�����Ԥ���������ã�����Ҷ�����������۶����ϣ�ͨ���ڲ�װ�н����Ǽܵ��˴����۳����������˴�������棬���������������˴����ϲ�������ң��㼯��������ų���
3.1.2 ����ϵͳ���������
| ��� |
������� |
��������� |
ÿ�������
����m3/h�� |
�������
����m3/h�� |
| 1 |
������ |
1 |
10000 |
1.0 |
| 2 |
6̨�������� |
6 |
1200 |
0.72 |
4.2 ϵͳ����Ҫ��
�豸�����Զ�������ƣ�Ҳ���ֳ��ֶ����ƣ�
4.3 �õ��豸��
�и������ϵͳ��Ҫ�õ��豸һ����
| ��� |
�õ��豸���� |
�豸̨�� |
�豸������KW�� |
| ��̨ |
���� |
| 1 |
������ |
1 |
11KW |
|
| 2 |
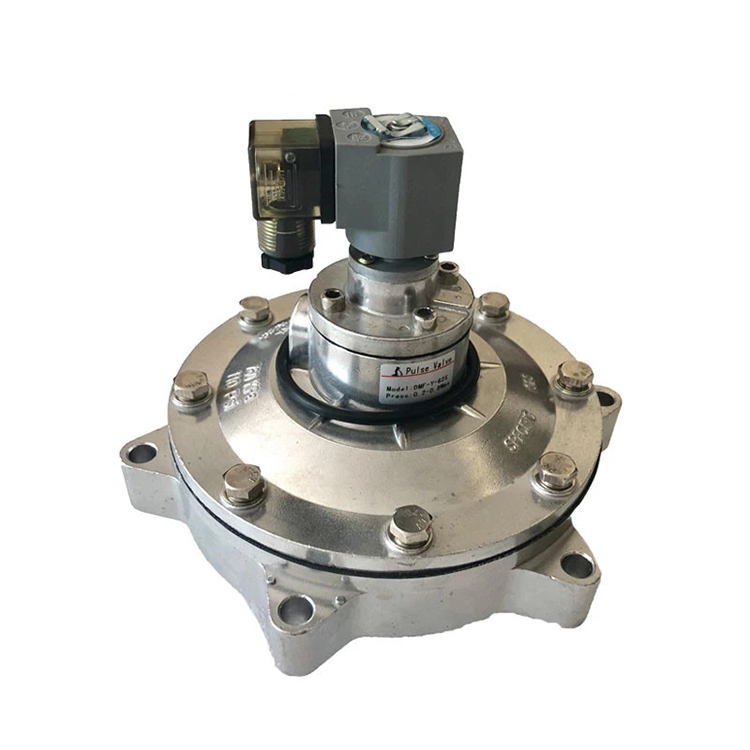
���巧 |
20 |
˲�乤��1����5W |
0.005 |
| �ϼƣ� |
6̨��������ϵͳ��Ҫ�õ��豸һ����
| ��� |
�õ��豸���� |
�豸̨�� |
�豸������KW�� |
| ��̨ |
���� |
| 1 |
������ |
1 |
7.5KW |
|
| 2 |
���巧 |
20 |
˲�乤��1����5W |
0.005 |
| �ϼƣ� |
5 ���̰�װ���
5.1 ����
�����Ϊ�������Źɷ�����˾�ӹ�����ͨ�����ϵͳ����ר����Ʒ�����
5.2 �������
5.2.1 ����˾������Ա�ֳ������������Ӧ�س���������ϡ�
5.2.2 �������е��йر����淶��
�������ṹ���ع淶�� GB50009-2001
���ֽṹ��ƹ淶�� GBJ17-89
������������ƹ淶�� GB5011-2001
 ɨһɨ���ֻ����
ɨһɨ���ֻ����