 ЩЈвЛЩЈЃЌЪжЛњфЏРР
ЩЈвЛЩЈЃЌЪжЛњфЏРР
- ЙЋЫОЖЏЬЌ
Г§ГОЦїЙЧМмбщЪеБъзМ
2020-06-11 00:25:29 РДдДЃКЧЧДяЛЗБЃ
Г§ГОЦїДќС§ПДЫЦЪЧвЛИіКмМђЕЅЕФВњЦЗЃЌгааЉГЇМвЛсШЯЮЊУЛгаЪВУДММЪѕКЌСПЃЌЪЕдђВЛШЛЃЌГ§ГОЦїЙЧМмЕФжЪСПКУЛЕжБНггАЯьзХВМДќЕФЪЙгУЪйУќЃЌбЯжиЕФЛсЕМжТГ§ГОЦїаЇЙћВЛДяБъЁЃЫљвдЖдгкДќС§ЕФжЦзїгаМИИіЙиМќЕФММЪѕвЊЧѓЁЃ
ДќС§МИИіЙиМќЕФММЪѕвЊЧѓ
ДќС§ЕФНсЙЙ-----ДќС§ЕФНсЙЙЁЂГпДчКЭДќС§ЕФЪЙгУаЇЙћМАДќС§ЕФЧПЖШЖМгаЙиЯЕЁЃ
БъзМ 4.1 жЇГХЛЗМфОр
С§ЪНПђМмгЩжЇГХЛЗКЭзнНюзщГЩЃЌжЇГХЛЗжЎМфЕФОрРыгІдк150ЁЋ200mmЗЖЮЇ,ПЩдкПђМмГЄЖШФкОљдШЗжВМЃЌвВПЩдкПђМмЖўЖЫАДХХЗжВМКѓЕФгрЪ§ЁЃжЇГХЛЗЯпВФЕФжБОЖгІДѓгкзнНюЯпВФЕФжБОЖЁЃ
БъзМ 4.2 знНюМфОр
С§ЪНПђМмШчгУгкЛЏЯЫеыДЬеБТЫДќЕФЃЌзнНюжЎМфЕФОрРыгІЁм40mmЃЌШчгУгкВЃЯЫЛњжЏВМТЫДќЕФЃЌзнНюжЎМфЕФОрРыгІЁм20mmЁЃ
КИЕуЕФРЮЙЬЖШ
БъзМ 4.3 КИЕувЊЧѓ
ТЫДќПђМмЫљгаЕФКИЕуОљгІКИНгРЮЙЬЃЌВЛдЪаэгаЭбКИЁЂащКИКЭТЉКИЁЃ
БъзМ 5.3 КИЕуРЮЙЬЖШМьбщ
НЋдВДќС§ЪНПђМмвЛЖЫЙЬЖЈЃЌНЋСэвЛЖЫХЄжС60ЖШБЃГж15УыЃЌШЛКѓЗХЫЩЃЌПђМмФме§ГЃЛжИДЃЌВЂЮоЭбКИЯжЯѓЁЃЛђгУВтСІМЦМьбщЃЌБЃжЄКИЕуЕФдк250NЕФРСІзїгУЯТВЛЭбТфЁЃ
КИНгжЪСП-----КИНгЧПЖШДяЕНвЊЧѓЃЌЭЌЪБВЛВњЩњгаКІЕФУЋДЬЃЌЪЧКИНгЕФЛљБОвЊЧѓЃЌвђЮЊУЋДЬЛсЫ№ЩЫТЫДќЁЃЃЈКЭКИЛњгаЙиЃЉ
БъзМ 4.4 БэУцЙтНрЖШ
ТЫДќПђМмгыТЫДќНгДЅЕФБэУцгІЦНЛЌЙтНрЃЌВЛдЪаэгаКИАЬЁЂАМЭЙВЛЦНКЭУЋДЬЁЃ
ДЙжБЖШ-----ДЙжБЖШЪЧжИДќС§ЕФжааФжсЯпКЭДќС§ЩЯЭаАВзАЛљзМУцЕФДЙжБЖШЁЃДЙжБЖШВЛКУЕФДќС§ЃЌВЛНігАЯьУРЙлЃЌЛЙгАЯьЭЈЗчМАЧхЛвЪБТіГхЦјСїЖдТЫДќЕФГхЛїЃЌЩѕжСЛсдьГЩЯрСкТЫДќХізВЁЂФЅВСЃЌЭЌЪБвВЖдАВзАЁЂИќЛЛТЫДќДјРДТщЗГЁЃЃЈКЭКИЛњгаЙиЃЉ
БъзМ 4.9ТЫДќПђМмДЙжБЖШЙЋВюЁЃ
ДЙжБЖШЙЋВюгІШЁИКЙЋВюЁЃгІЁмПђМмГЄЖШЕФ2Ёы
ПЩгУБОЙЋЫОЬсЙЉЕФЁАДќС§ДЙжБЖШМЄЙтМьбщвЧМьбщЁБ
БэУцДІРэ----ГЃЙцЕФБэУцДІРэгаЕчЖЦаПЛђепгаЛњЙшХчЗлДІРэЃЛИљОнЗлГОЕФаджЪВЛЭЌКЭЪЙгУЛЗОГЕФВЛЭЌЃЌДќС§ЕФБэУцДІРэгаВЛЭЌЕФвЊЧѓЃЌШчФЭИпЮТЁЂФЭЫсЕШвЊЧѓЃЌгааЉЕиЗНЩѕжСашвЊЪЙгУ304ЁЂ316LВЛатИжДќС§ЁЃгааЉГЇМвдђжБНгВЩгУЖЦаПЫПКИНгвдЪЁШДЖЦаПДјРДЕФТщЗГЁЃ
АќзА----ЭЈГЃЕФАќзАВЩгУГЄЬѕЫмСЯДќ,ШЛКѓзАЯфЁЃ
КЯИёжЄ-----МьбщКѓЕФДќС§дкДќС§ЕФЕзВПЬљЩЯБъгаЙцИёВЮЪ§ЕФКЯИёжЄЁЃ
ДќС§ЕФжЪСПКЭТЫДќЪйУќЕФЙиЯЕ
ДќС§ЕФжЪСПКЭТЫДќЪйУќгаКмДѓЕФЙиЯЕЁЃЮвУЧЗЂЯжДќС§гАЯьТЫДќЦЦЫ№ЕФдвђжївЊРДдДгкШ§ИіЗНУцЃЌвЛЪЧЃКДќС§БэУцЕФУЋДЬИюЩЫТЫДќЃЛЖўЪЧЃКШчЙћЭЌжБОЖДќС§ЫљгУЕФжБНюНЯЩйЃЌдкГ§ГОКЭЧхЛвЕФЪБКђЃЌТЫДќЕФБфаЮЗљЖШЙ§ДѓЃЌГЄЦкЗДИДЙ§ЖШБфаЮЛсЪЙТЫДќЦЦЫ№ЃЛШ§ЪЧЃКБфаЮЁЂЭбКИЁЂИЏЪДЖЯСбЕФДќС§ЃЌЭЌбљЛсЪЙТЫДќЗДИДЕиЙ§ЖШБфаЮЛђФІВСвджТЦЦЫ№ЁЃ
дВаЮГЃЙцДќС§ЕФЙцИё
ДќС§жБОЖ 115 125 155
ТЫДќжБОЖ 120 130 160
ИжНюЪ§СП 8ЁЂ10 8ЁЂ10ЁЂ12 12ЁЂ16ЁЂ20ЁЂ24
гаЛњЙшХчЗлДІРэЕФЩшБИКЭЛљБОЙЄве
МћИНМўB
Жў AЁЂЃЈБтаЮДќС§ЃЉЩњВњЙЄве
ХЬЫП ЕїжБЫП
ЕїжБЃЈЕїжБЛњЃЉ ЛЗНюГЩаЮЃЈГхДВЛђзЈгУГЩаЭЩшБИЃЉ
ЛЗНюЕФЖдКИМАзщКИМгЧПНюЃЈЖдКИЛњЁЂзщКИзЈЛњЃЉ
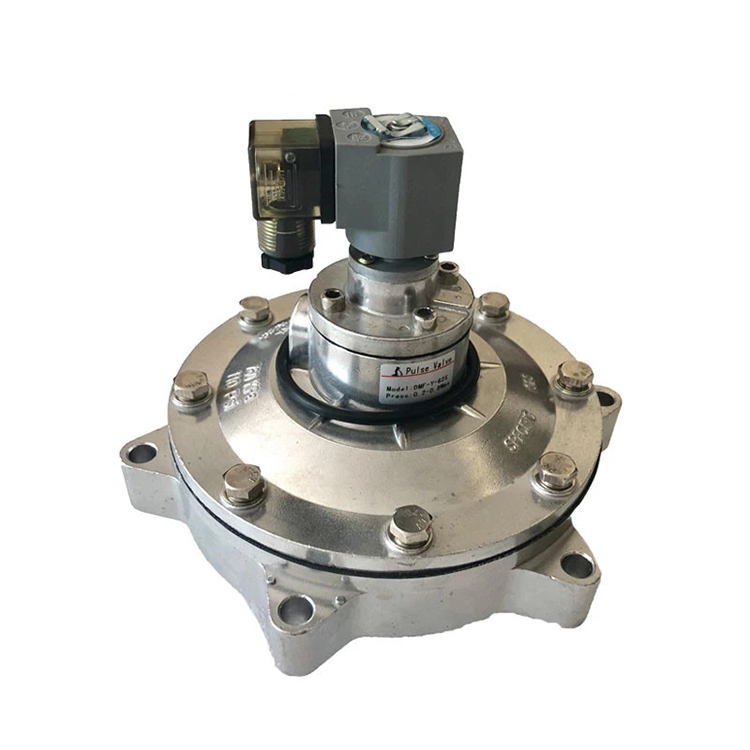
ДќС§жїЬхКИНгЃЈДќС§КИЛњЃЉ
КИНгИНМўЃЌШчСЌНгВПМўЃЈЦеЭЈЦјЖЏЕуКИЛњМАМаОпЃЉ
КИНгЩЯЭаЃЈЕЅЕуЩЯЭаЕуКИЛњЃЌЛђЖрЕуЩЯЭаКИЛњЃЉЃЛКИНгЯТЭаЃЈЕЅЕуЯТЭаКИЛњЃЉ
УЋ Хп
дЫЪф ХчЫмЃЈгаЛњЙшЃЉ
ЖЦаП
Мьбщ------------АќзАЃЈГЩЦЗЃЉ
BЁЂЃЈдВаЮДќС§ЃЉЩњВњЙЄве
ХЬЫП ХЬЫП
ЕїжБЃЈЕїжБЛњЃЉ ЛЗНюГЩаЮЃЈДђШІЛњЃЉ
ЖдКИЛЗНюЃЈЖдКИЛњЃЉ
ДќС§жїЬхКИНгЃЈДќС§КИЛњЃЉ
КИНгИНМўЃЈЦеЭЈЦјЖЏЕуКИЛњМАМаОпЃЉ
КИНгЩЯЭаЃЈЕЅЕуЩЯЭаЕуКИЛњЃЌЛђЖрЕуЩЯЭаКИЛњЃЉЃЛКИНгЯТЭаЃЈЕЅЕуЯТЭаКИЛњЃЉ
УЋ Хп
ЖЦаП Мьбщ--------АќзАЃЈГЩЦЗ
CЁЂЩњВњЙ§ГЬжаМИИіЙиМќЕФЯИНк
1ЃЉКЭДќС§жБЯпЖШгаЙиЕФМИИівЊЕу
*ИжНюБиаыЕїжБ
*ЛЗНюЕФДѓаЁБиаыКЭФЃаОЮЧКЯЃЌВЛФмЙ§ЫЩЃЌвВВЛвзЙ§Нє
*АДееДќС§КИЛњЕФЫЕУїЪщзаЯИЕїећКИЛњКЭЙьЕРЁЂВЂАДеезївЕжИЕМЪщАДЪБаоећЕчМЋЃЌВЂНјаазївЕЃЈЯъМћЁЖС§КИЛњЫЕУїЪщЁЗЁЂAЁЖДќС§ЩњВњзївЕжИЕМЪщЁЗЃЉ
2ЃЉКЭДќС§ДЙжБЖШгаЙиЕФМИИівЊЕу
ДќС§ЕФДЙжБЖШЪЧжИЃКЩЯЭаЦНУцКЭДќС§жсЯпЕФДЙжБЖШ
ЙиМќжЎДІЪЧвЊЕїећДќС§ЭаМмКЭКИЛњЖЈЮЛЛљзМЕФЯрЛЅЮЛжУЃЌвдБЃжЄЩЯЭаЦНУцКЭДќС§жсЯпДЙжБЁЃПЩвдВЩгУЁАЩЯЭаЦјЖЏЕуКИЛњЁЊDTN-50S/80SЁБЃЌШчЙћВЩгУЁАЩЯЭаЖрЕуКИЛњЁБдђИќвзБЃжЄДЙжБЖШЁЃЃЈЯъМћИНМўAЁЖДќС§ЩњВњзївЕжИЕМЪщЁЗЕФЩЯЭаКИНгВПЗжЃЉ
3ЃЉКИНгУЋДЬЕФПижЦ
КИНгЕчСїЁЂЪБМфЁЂбЙСІЁЂдЄбЙЪБМфОљКЭУЋДЬгаЙиЁЃЪЪЕБМѕаЁКИНгЕчСїЁЂбгГЄКИНгЪБМфгажњгкМѕаЁКИНгУЋДЬЃЌЭЌЪБвВгажњгкдіМгКИЕуЕФШЭадЃЈМДИФЩЦКИЕуЕФН№ЯрзщжЏНсЙЙЃЉЁЃЃЈЯъМћAЁЖДќС§ЩњВњзївЕжИЕМЪщЁЗЃЉ
4ЃЉЖЦаПЫПЕФКИНг
ЙиМќЪЧБЃжЄаПВуВЛдуЦЦЛЕЃЌЬиБ№ЪЧЩЯЁЂЯТЭаЕФКИНгЁЃЃЈЯъМћAЁЖДќС§ЩњВњзївЕжИЕМЪщЁЗЕФЖЦаПЫПЕФКИНгЃЉ
5ЃЉВЛатИжЫПЕФКИНг
СєбдаТЗЂВМ -










-
ВњЦЗЫбЫї
Сє бд
-
ЙЋЫОЯрВс
-

аЧаЭаЖСЯЦїжїЭМ
142еХЭМЦЌ -

Г§ГОЙЧМмжїЭМ
164еХЭМЦЌ -
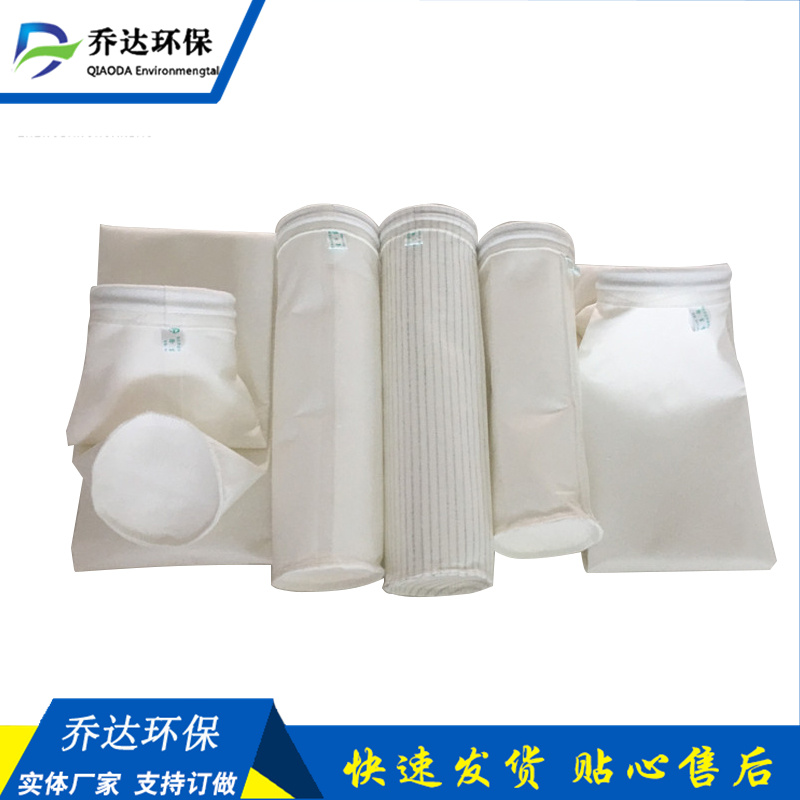
Г§ГОВМДќжїЭМ
275еХЭМЦЌ
-
